


THAWEESUP MACHINERY & SERVICE CO.,LTD.











Move the world
We are Team for Design , Fabrication , Test and Installation

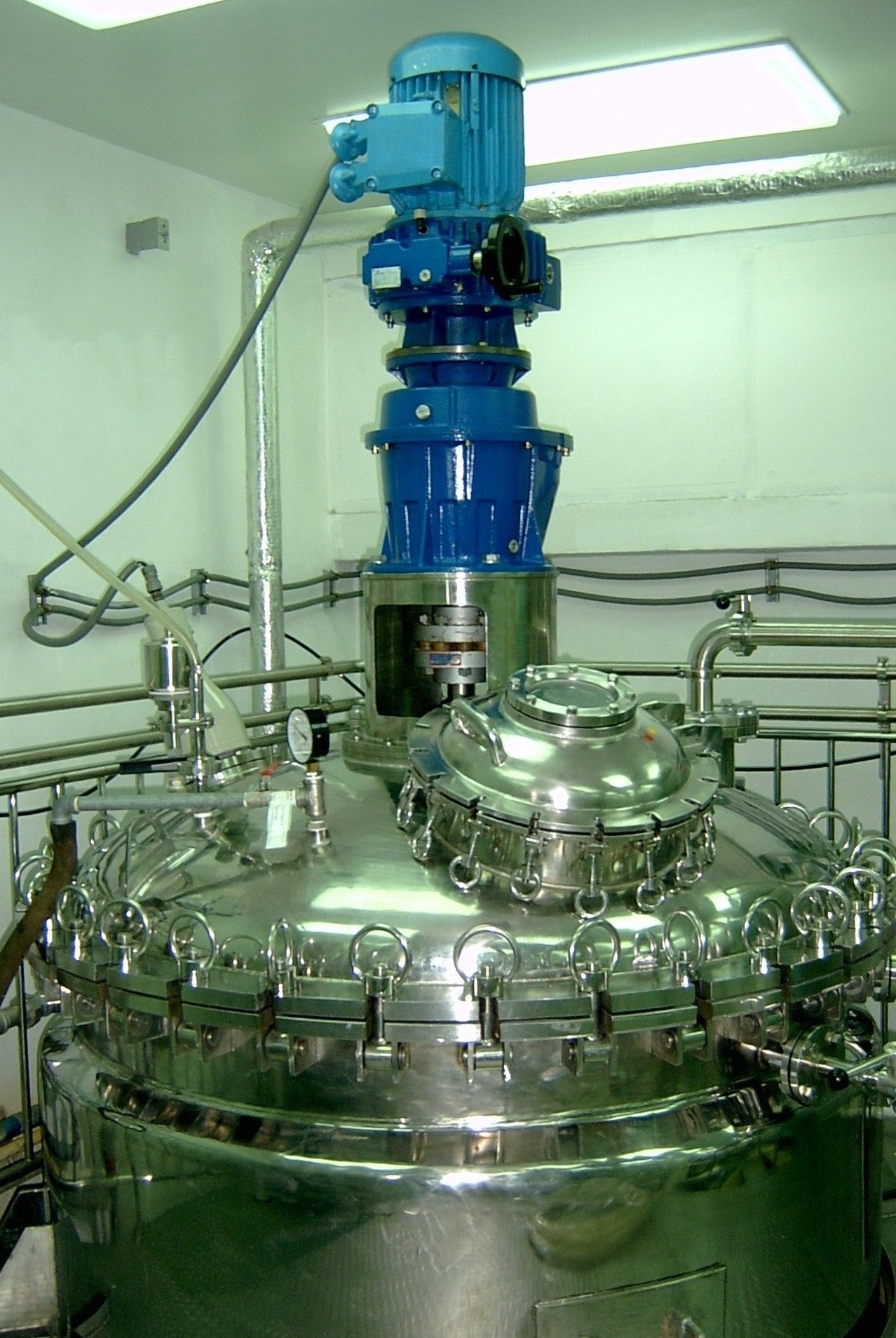
Reactor tank SUS 316 L.
Reactor tank ทางบริษัทเรา รับออกแบบ ผลิตพร้อมติดตั้งขนาดตั้งแต่ 500 L. จนถึง 60,000 L.
TEL. 081 329 2302

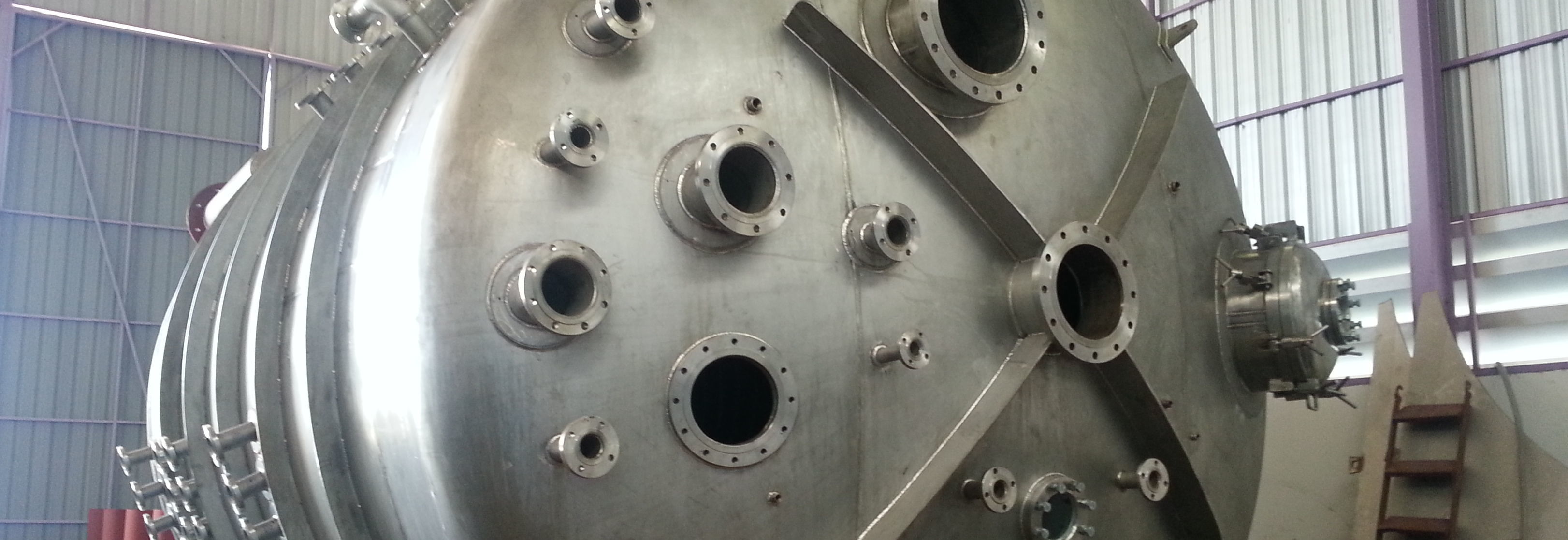
REACTOR TANK SUS 316 L.
Reactor tank ทางบริษัทเรา รับออกแบบ ผลิตพร้อมติดตั้งขนาดตั้งแต่ 500 L. จนถึง 60,000 L.
TEL. 081 329 2302

FOR FOOD AND CHEMICAL
Mixing tank , Reactor tank for FoodStainless steel SUS 316 L.
TEL. 081 329 2302
FOR FOOD AND CHEMICAL
Mixing tank , Reactor tank for FoodStainless steel SUS 316 L.
TEL. 081 329 2302
ONE STOP SERVICE
Reactor tank ทางบริษัทเรา รับออกแบบ ผลิตพร้อมติดตั้งขนาดตั้งแต่ 500 L. จนถึง 60,000 L.


TURN KEY PROJECT
ทำการออกแบบ ผลิต พร้อม ติดตั้ง ครบวงจรพร้อมทั้งระบบ ให้ความร้อน ให้ความเย็นและระบบไฟฟ้า คอนโทรล PLC.

INSTALLATION (SAFETY)
งานติดตั้ง Plant ที่มีความอันตรายมากเสี่ยงต่ออุบัติเหตุ ทีม THAWEESUP สามารถควบคุมความเสี่ยง เป็นความปลอดภัยได้

INSTALLATION (SAFETY)
งานติดตั้ง Plant ที่มีความอันตรายมากเสี่ยงต่ออุบัติเหตุ ทีม THAWEESUP สามารถควบคุมความเสี่ยง เป็นความปลอดภัยได้

FOR FOOD AND CHEMICAL
สำหรับ บรรจุ เคมี หลากหลายชนิด ทำการติดตั้ง พร้อม ระบบ Piping Pump and Valve wit instrument
รับ TURN KEY PROJECT,FACTORY/MACHINE
TEL. 081 329 2302

รับสร้างโรงงานขนาดเล็กและขนาดกลาง
รับสร้างโรงงาน พร้อมระบบเครื่องจักร รวมถึงระบบควบคุมการทำงาน ของเครื่องจักร ระบบ น้ำ น้ำร้อน น้ำเย็น Heat and Coolเครื่องจักรในระบบ บำบัดน้ำเสีย อากาศเสีย

RIBBBON MIXER (POWDER)
สำหรับผสม เคมีผง แป้ง ของหลายๆชนิดเข้าด้วยกัน พร้อม ระบบ ควบคุมการผลิตแบบ Manual and Automatic
Latest News
TEL. 081 329 2302

CYCLONE
สำหรับโรงงานแป้งมัน โรงงานที่มีฝุ่น

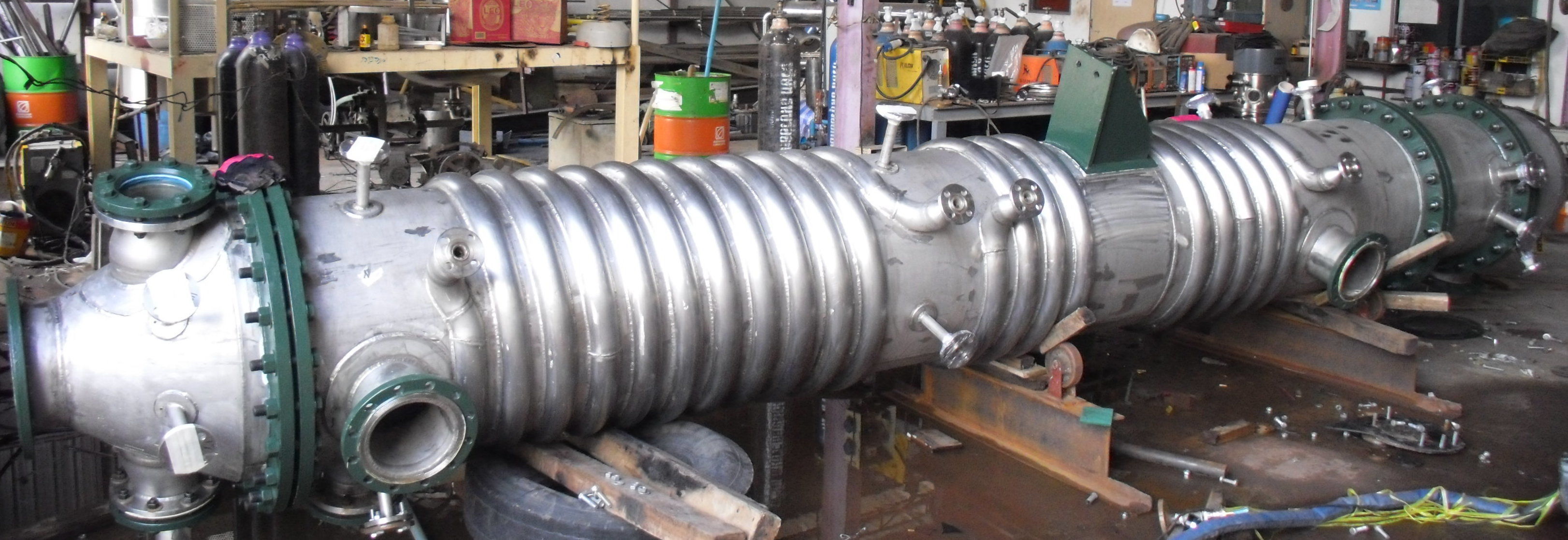
CONDENSER UNIT
For High Temperature 600 C

เครื่อง ผสมสี
เครื่องผสม สี แลคเกอร์ ทินเนอร์ เป็นชนิด กันระเบิด

เครื่อง ผสมสี
เครื่องผสม สี แลคเกอร์ ทินเนอร์ เป็นชนิด กันระเบิด